
Кожен, хто хоч раз тримав у руках зварювальний апарат, стикався з цією, здавалося б, містичною проблемою: ідеально рівні, точно підігнані деталі після зварювання перетворюються на зігнуту, деформовану конструкцію, яка не відповідає кресленню. Зварювальні деформації – це не магія, не випадковість і не завжди ознака недосвідченості зварювальника. Це фундаментальний фізичний процес, який можна і потрібно розуміти, прогнозувати і, що найголовніше, контролювати.
Спроба «виправити на око» вже деформовану конструкцію часто призводить до ще більших проблем, втрати часу та грошей. Справжній професіоналізм полягає не в умінні вигнути метал назад, а в застосуванні комплексу заходів, які не дадуть йому деформуватися спочатку.
Фізика деформації: чому метал «веде»?
В основі всіх зварювальних деформацій лежить один простий закон фізики: термічне розширення і стискання. При нагріванні метал розширюється, при охолодженні – стискається. Зварювання – це процес надзвичайно швидкого і вкрай нерівномірного локального нагріву (до тисяч градусів у зварювальній ванні) з подальшим відносно швидким охолодженням. Саме ця нерівномірність і запускає руйнівний механізм.
Розглянемо процес покроково, як у сповільненій зйомці:
- Фаза нагріву і пластичного стискання: Зварювальна дуга (з температурою 6000-8000°C) миттєво створює зварювальну ванну, де температура сталі перевищує 1500°C. Тепло стрімко поширюється вглиб, формуючи зону термічного впливу (ЗТВ) – область, де метал не плавився, але нагрівся до температур, що викликають структурні зміни (від 600 до 1400°C).
- Термічне розширення: Нагріта до високих температур зона (шов + ЗТВ) намагається різко збільшитися в об’ємі. Однак вона з усіх боків оточена масивом холодного, міцного металу, який цьому розширенню перешкоджає.
- Виникнення напружень стискання: Холодний метал працює як лещата. У нагрітій зоні, де межа плинності сталі через високу температуру падає в 5-10 разів, виникають колосальні напруження стискання.
- Ключовий момент – пластична деформація: Оскільки гарячий метал дуже пластичний, він не може просто стискатися пружно. Він тече, як пластилін, і піддається пластичній деформації стискання. Простіше кажучи, його «зминають», і він стає товщим, скорочуючись у довжину і ширину. Цей момент незворотний.
- Фаза охолодження і усадки: Щойно джерело тепла (дуга) зміщується, починається процес охолодження. І тут ситуація змінюється на протилежну.
- Термічне стискання (усадка): Охолоджуваний метал шва і ЗТВ намагається стиснутися і повернутися до своїх початкових розмірів. Однак через те, що на попередньому етапі він був пластично «зім’ятий», тепер він намагається стиснутися до об’єму, який менший, ніж був до зварювання.
- Виникнення напружень розтягнення: Тепер уже охолоджений і набраний міцності основний метал перешкоджає цій усадці. У результаті в охолоджуваному шві та прилеглій до нього зоні виникають колосальні напруження розтягнення. Охолоджуваний шов працює як туго натягнута струна, яка намагається стягнути всю конструкцію.
- Результат – залишкові напруження і видима деформація: Коли конструкція повністю охолоджується до температури навколишнього середовища, ці внутрішні розтягуючі напруження нікуди не зникають. Вони «заморожуються» в металі і називаються залишковими зварювальними напруженнями. Їх величина може досягати межі плинності матеріалу (250-350 МПа для Ст3).
- Як виникає вигин? Якщо ці внутрішні сили перевищують опір самої конструкції вигину, вона деформується. Метал згинається доти, доки не займе нове, рівноважне положення, в якому внутрішні напруження будуть урівноважені.
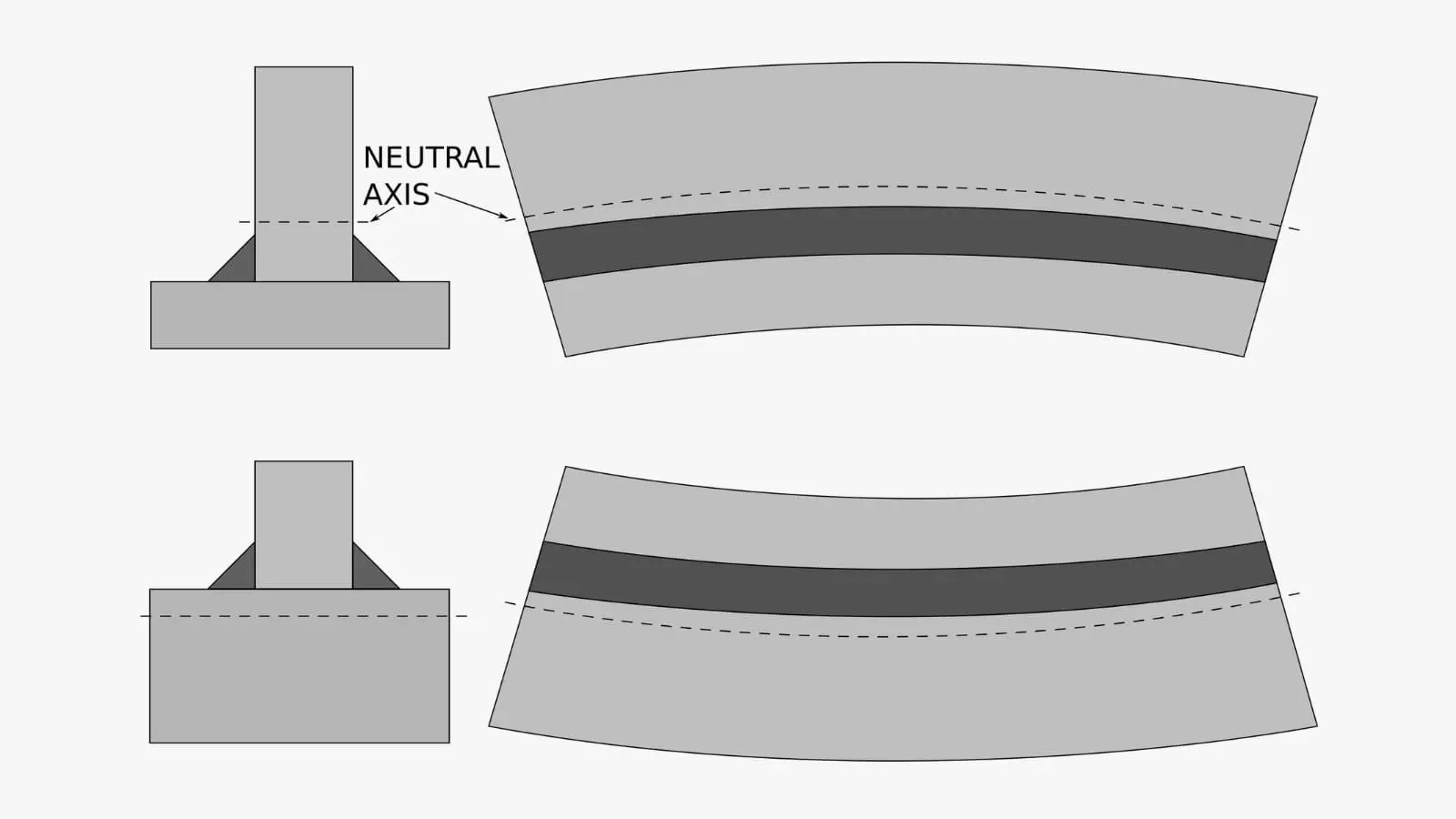
- Приклад з тавровим з’єднанням: Коли ви приварюєте ребро жорсткості до листа одностороннім швом, розплавлений метал знаходиться зверху. При охолодженні він стискається і тягне за собою краї листа вгору, викликаючи характерну кутову деформацію. Лист згинається, тому що сила усадки шва створює згинальний момент, якому тонкий лист не може чинити опір.
Основні види зварювальних деформацій:
- Кутова деформація:
- Опис: Це зміна кута між зварюваними деталями. Найяскравіше проявляється при зварюванні таврових (Т-подібних) і кутових з’єднань. Якщо ви приварювали полицю до стінки під кутом 90°, то після охолодження кут може стати 88° або 87°.
- Причина: Нерівномірна усадка зварного шва по його перерізу. Корінь шва охолоджується останнім і всихається найсильніше, тоді як верхні шари вже охололи. Ця різниця в усадці створює згинальний момент, який «стягує» полицю до стінки. Величина деформації прямо пропорційна катету шва і обернено пропорційна товщині зварюваних елементів.
- Приклад: Приварювання ребра жорсткості до сталевого листа товщиною 10 мм. Після виконання одностороннього шва з катетом 8 мм, вільні краї листа можуть піднятися на кілька міліметрів, утворюючи «корито».
- Поперечна усадка:
- Опис: Зменшення розмірів деталі в напрямку, перпендикулярному осі зварного шва. При зварюванні двох листів встик їх загальна ширина після охолодження стане меншою, ніж була до зварювання.
- Причина: Пряме слідство поперечного стискання охолоджуваного металу шва.
- Технічне значення: Величина усадки зазвичай становить 0.5-2.0 мм і критично важлива при складанні точних конструкцій, наприклад, рам або корпусів, де навіть міліметрове відхилення може зробити неможливим монтаж спряжених деталей.
- Поздовжня усадка (скорочення):
- Опис: Зменшення довжини деталі вздовж осі зварного шва. Довга балка після накладання поздовжнього шва стає коротшою.
- Причина: Поздовжні розтягуючі напруження в шві та прилеглій зоні «стягують» усю деталь.
- Приклад: Приварювання накладки довжиною 2 метри до швелера може призвести до його скорочення на 1-3 мм. На перший погляд, це небагато, але при складанні довгих ферм або мостових конструкцій ці скорочення додаються і можуть призвести до серйозних невідповідностей проєкту.
- Поздовжній і поперечний вигин:
- Опис: Загальне викривлення деталі або всієї конструкції. Якщо деформація відбувається в площині найменшої жорсткості, її називають вигином.
- Причина: Виникає, коли вісь зварного шва не збігається з центром ваги перерізу деталі. Усадкові сили створюють згинальний момент.
- Класичний приклад – «грибоподібність» таврової балки: При приварюванні полиці до стінки (наприклад, при виготовленні тавра), шов розташовується асиметрично. Сили усадки стягують полицю, викликаючи прогин усієї балки. Цей ефект отримав назву «грибоподібність» через характерну форму перерізу.
- Втрата стійкості («хлопун»):
- Опис: Локальне випирання, утворення «хвиль» або «бульбашок» на тонкому листовому металі.
- Причина: Цей дефект характерний для листів товщиною до 3-4 мм. У процесі зварювання зона, прилегла до шва, зазнає стискаючих напружень від розширення металу шва. Якщо жорсткість тонкого листа недостатня, щоб їм протистояти, він втрачає свою плоску форму і випирає.
- Приклад: Приварювання рами з кутика до листа металу товщиною 1.5 мм для виготовлення дверей. Після зварювання центр листа може «вискочити» назовні, утворюючи випуклість.
- Гвинтоподібна деформація (скручування):
- Опис: Складне просторове викривлення, при якому перерізи деталі повертаються один відносно одного.
- Причина: Виникає в конструкціях складної форми (наприклад, коробчасті балки, рами) при несиметричному розташуванні швів або неправильній послідовності їх накладання, що створює крутильний момент.
Ключові фактори, що впливають на величину деформації

Керувати процесом можна, лише розуміючи, які фактори на нього впливають.
Погонна енергія (тепловкладення)
Це головний диригент усього процесу. Погонна енергія – це кількість теплоти, яка вноситься в метал на одиницю довжини шва.
Чим вища погонна енергія, тим сильніший нагрів, тим більше розширення і подальше стискання, і тим значніша підсумкова деформація.
Технічна сторона питання: Погонна енергія (Q, кДж/см) розраховується за формулою: Q = (I × U × 60) / (V × 1000) де:
- I – сила зварювального струму, А (Ампер)
- U – напруга дуги, В (Вольт)
- V – швидкість зварювання, см/хв
Ця формула наочно показує, що деформація – це не абстрактне поняття, а результат цілком конкретних, вимірюваних параметрів вашого зварювального процесу. Керуючи ними, ви керуєте кінцевим результатом.
Як на це впливати на практиці?
- Зварювальний струм (I): Це «потужність» вашої дуги. Збільшення струму веде до глибшого проплавлення і зростання тепловкладення.
- Практична порада: Не варто думати, що для зменшення деформацій потрібно варити на мінімально можливому струмі. Це помилка! Занадто низький струм змусить вас рухати електрод дуже повільно, щоб проплавити метал. У підсумку загальна кількість тепла, введеного в деталь, буде величезною, а зона термічного впливу (ЗТВ) – широкою. Завдання – знайти оптимальний струм, який забезпечує стабільне горіння дуги і хороший провар на максимально можливій швидкості.
- Приклад: При зварюванні профільної труби зі стінкою 2 мм електродом 3 мм, спроба варити на струмі 70А призведе до повільної роботи, «розмазування» шлаку і сильного нагріву всієї заготовки. Оптимальним буде струм 90-110А, який дозволить вести зварювання швидко і сфокусовано.
- Напруга дуги (U): У ручному дуговому зварюванні (MMA) напруга прямо пов’язана з довжиною дуги.
- Технічний нюанс: Коротка дуга (2-3 мм) дає нижчу напругу, концентрований нагрів, глибокий провар і вузький шов. Довга дуга (5-6 мм) дає високу напругу, розсіяний нагрів, широкий, але неглибокий шов і сильне розбризкування.
- Висновок для практика:Завжди прагніть вести зварювання максимально короткою дугою. Це не лише знижує тепловкладення і деформації, але й покращує якість шва, захищаючи зварювальну ванну від атмосферного повітря.
- Швидкість зварювання (V): Це найефективніший і найважливіший важіль управління!
- Інженерне обґрунтування: Уявіть тепло від дуги як потік води зі шланга. Якщо ви швидко проведете струменем по сухій землі, намокне лише тонка лінія на поверхні. Якщо ж ви будете рухати шланг повільно, вода встигне просочитися вглиб і вшир. Точно так само і зі зварюванням: швидкий прохід дуги концентрує тепло в мінімальному об’ємі, зона термічного впливу (ЗТВ) залишається вузькою, і основний масив металу не встигає сильно прогрітися. Повільне зварювання, навпаки, «накачує» тепло у всю деталь.
- Золоте правило: Ваша мета – вести зварювання на максимально можливій швидкості, при якій ви стабільно отримуєте шов потрібного розміру і з повним проваром. Не швидкість підганяється під струм, а струм підбирається такий, щоб забезпечити потрібну швидкість.
Порівняльний приклад: Зварювання стикового шва на листі 4 мм.
- Неправильний підхід: Електрод 3 мм, струм 80А, швидкість 10 см/хв. Результат: широка ЗТВ, сильна кутова деформація, можливо короблення листа.
- Правильний підхід: Електрод 3 мм, струм 120А, швидкість 20 см/хв. Результат: вузька ЗТВ, мінімальна деформація, процес удвічі швидший.
Тип і товщина металу
- Коефіцієнт лінійного теплового розширення (α): Різні метали по-різному реагують на нагрів.
- Вуглецева сталь (Ст3): α ≈ 12 x 10⁻⁶ /°C
- Нержавіюча сталь (AISI 304): α ≈ 17 x 10⁻⁶ /°C (деформується майже в 1.5 раза сильніше!)
- Алюміній (АМг5): α ≈ 23 x 10⁻⁶ /°C (деформується майже в 2 рази сильніше сталі!)
- Теплопровідність: Метали з високою теплопровідністю (алюміній, мідь) швидко відводять тепло із зони зварювання. Це вимагає застосування потужніших джерел струму для забезпечення провару, що в підсумку призводить до прогріву більшого об’єму металу і сильних деформацій.
- Товщина металу:
- Тонкий лист (до 3-4 мм): Найбільш схильний до видимих деформацій – короблення, «хлопунів», кутових відводів.
- Товстий лист (понад 10-12 мм): Видимі деформації можуть бути меншими, але всередині металу накопичуються величезні залишкові напруження, які можуть призвести до утворення тріщин.
Конструкція зварного вузла і підготовка кромок
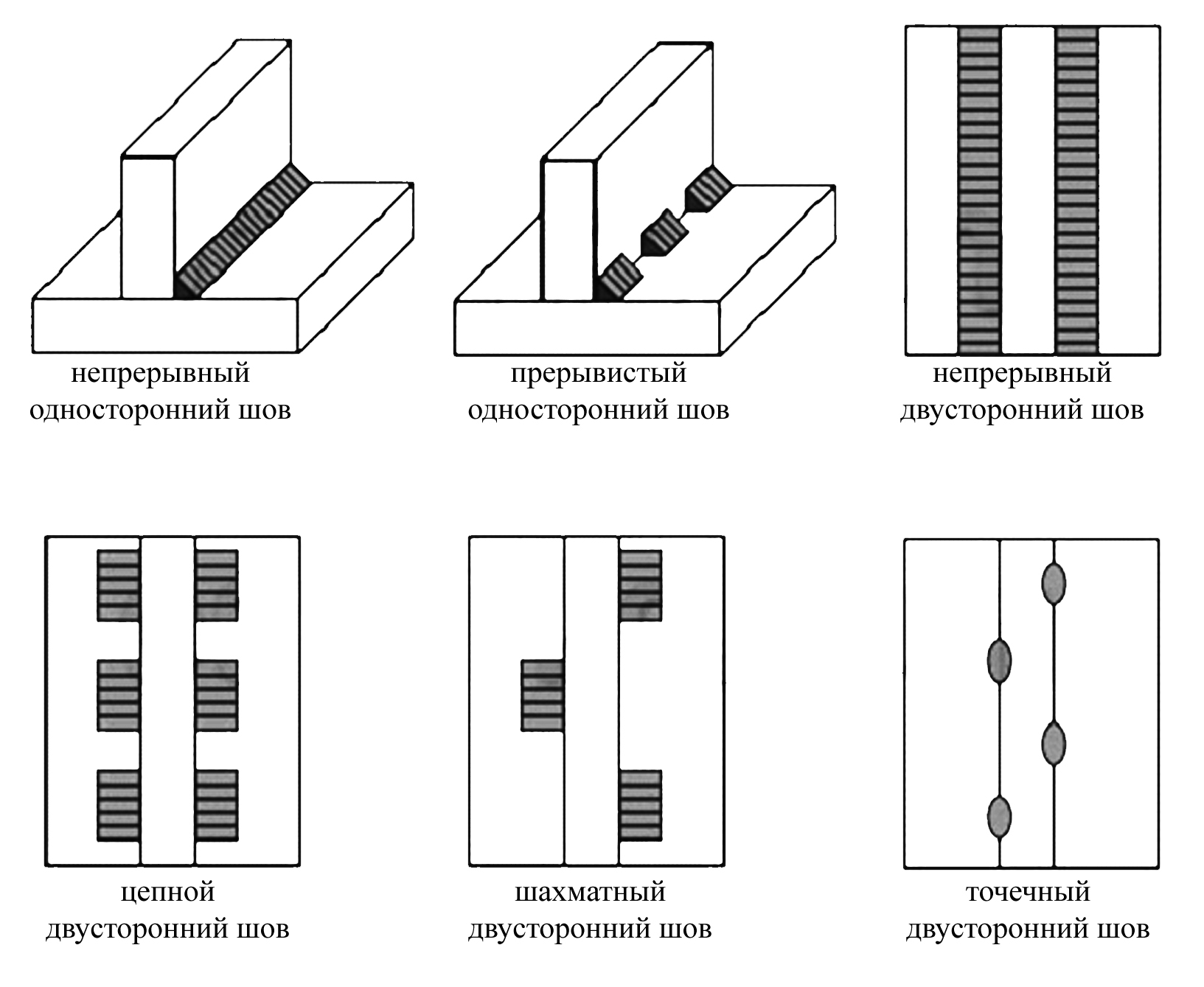
- Симетрія: Симетричні шви (наприклад, двосторонній тавровий або Х-подібний стиковий) деформуються значно менше, оскільки усадкові сили врівноважують одна одну.
- Об’єм наплавленого металу: Чим ширша розділка кромок і чим більший катет шва, тим більше металу потрібно наплавити, а значить, більше тепла внести в конструкцію.
- Висновок: Завжди прагніть до мінімізації об’єму зварних швів, не порушуючи вимог до міцності.
Технологічні прийоми управління деформацією

Це арсенал методів, які дозволяють «обдурити» фізику і змусити метал прийняти потрібну форму.
Методи, застосовувані ДО зварювання (превентивні)
- Жорстке закріплення: Найнадійніший, але й найтрудомісткий метод. Деталі збираються і жорстко фіксуються в спеціальному кондукторі, на зварювальному столі або за допомогою потужних струбцин. Фіксація не дає деталям згинатися в процесі зварювання.
- Важливо: Напруження все одно накопичуються. Після зняття з кондуктора можлива невелика «релаксація» (зворотна деформація).
- Прихватки: Короткі, але міцні зварні шви, розставлені в ключових точках, які утримують геометрію до виконання основного шва.
- Попередній зворотний вигин: Метод для досвідчених зварювальників. Деталі перед зварюванням згинаються в бік, протилежний очікуваній деформації. Після зварювання усадкові сили виправляють конструкцію в проєктне положення.
- Попередній підігрів: Застосовується для товстих, легованих або високо вуглецевих сталей. Зменшуючи різницю температур між зоною шва і основним металом, підігрів знижує швидкість охолодження, що зменшує структурні напруження і підсумкові деформації.
Методи, застосовувані ПІД ЧАС зварювання
Ці методи вимагають від зварювальника не лише твердої руки, але й стратегічного мислення. Правильні дії в процесі зварювання можуть знизити деформації на 50-70%.
Управління послідовністю накладання швів: Гра в «перетягування каната»
Уявіть, що кожен охолоджуваний шов – це канат, який тягне конструкцію. Ваше завдання – розташувати ці «канати» і натягувати їх у такій послідовності, щоб їхні сили врівноважували одна одну.
- Зворотно-ступінчастий спосіб:
- Суть: Весь шов розбивається на короткі ділянки (ступені) по 150-300 мм. Зварювання кожної ділянки ведеться в напрямку, зворотному загальному напрямку зварювання всього шва. Тобто, ви рухаєтеся зліва направо, але кожну окрему ділянку зварюєте справа наліво.
- Інженерне обґрунтування: Нагрів і деформація від кожної наступної ділянки частково компенсують усадку і напруження від попередньої. Тепло від початку нової ступені ніби «відпускає» метал у кінці попередньої, не даючи напруженням накопичуватися і сумуватися по всій довжині.
- Де застосовувати: Це золотий стандарт для зварювання довгих стикових і кутових швів (наприклад, при зварюванні балок, рам, довгих ділянок трубопроводів).
- Симетричне зварювання (від центру до країв):
- Суть: Зварювання починається від середини шва і ведеться одночасно в обидва боки до країв (вимагає двох зварювальників) або почергово короткими ділянками то в один, то в інший бік.
- Інженерне обґрунтування: Деталі мають можливість вільно деформуватися на краях, що запобігає накопиченню критичних напружень у центрі. Усадкові сили спрямовані в різні боки і частково компенсують одна одну.
- Де застосовувати: При зварюванні симетричних конструкцій, замиканні жорстких контурів. Наприклад, при обварюванні фланця на трубі або приварюванні накладки в центрі довгої балки.
- Зварювання «врозкид» (або блоками):
- Суть: На великій конструкції з безліччю швів (наприклад, ферма, ґратчаста конструкція) шви накладаються не поспіль, а в різних, максимально віддалених один від одного місцях, з постійною зміною зон зварювання.
- Інженерне обґрунтування: Цей метод не дає теплу концентруватися в одній зоні. Поки ви зварюєте один вузол, інший, зварений раніше, встигає охолонути і перерозподілити напруження. Це створює більш рівномірне температурне поле по всій конструкції і запобігає її загальному вигину.
- Приклад: При складанні ферми спочатку зварюються центральні розкоси, потім крайні, потім проміжні, постійно чергуючи ліву і праву сторони.
- Зварювання від жорсткої частини до вільної:
- Суть: Зварювання завжди слід починати від найбільш жорсткої, вже закріпленої частини конструкції і рухатися до вільних, незакріплених країв.
- Інженерне обґрунтування: Це дає металу можливість вільно «дихати» і деформуватися на вільних кінцях, не накопичуючи критичних напружень усередині жорсткого контуру. Спроба зварювати «в замок» (від країв до центру) гарантовано призведе до максимальних деформацій.
Мінімізація об’єму наплавленого металу
Запам’ятайте аксіому: чим менший об’єм зварного шва, тим менше тепловкладення і тим менше підсумкова деформація.
- Відмова від надлишкового катета шва: Не потрібно робити катет шва більшим, ніж вимагається за конструкторським розрахунком або нормами. Збільшення катета з 6 мм до 8 мм не подвоює міцність, але збільшує площу перерізу шва (і об’єм наплавленого металу) майже в 1.8 раза! А це – в 1.8 раза більше тепла і деформацій.
- Правильна підготовка кромок: Для стикових швів на металі товще 4-5 мм завжди використовуйте V-подібну або X-подібну розділку кромок. Це дозволяє повністю проварити з’єднання, використовуючи кілька тонких шарів замість одного товстого, що кардинально знижує об’єм наплавки.
- Використання зварювання з глибоким проплавленням: Методи зварювання, що забезпечують глибокий провар (наприклад, напівавтоматичне зварювання в середовищі CO₂), дозволяють робити шви з меншим катетом при тій же несучій здатності, що і шви більшого розміру при ручному дуговому зварюванні.
Багатопрохідне зварювання («тонкі шари замість товстого»)
Для зварювання металу товщиною понад 6-8 мм ніколи не намагайтеся заварити шов за один прохід.
- Суть: З’єднання виконується кількома (від 3 до десятків) тонкими валиками.
- Інженерне обґрунтування:
- Низьке тепловкладення: Кожен окремий прохід виконується на меншому струмі і з більшою швидкістю, що вносить у метал менше тепла.
- Термічний відпуск: Тепло від кожного наступного валика діє як локальний термічний відпуск для попереднього, знімаючи частину внутрішніх напружень.
- Компенсація деформацій: Накладаючи валики в певній послідовності (наприклад, почергово з різних боків при X-подібній розділці), можна компенсувати кутові деформації від кожного шару.
Методи ВИПРАВЛЕННЯ деформацій (коригувальні)

Якщо деформація все ж сталася, існують методи її виправлення.
Механічна правка
- Холодна правка: На пресах, вальцах. Застосовується для пластичних металів і не надто сильних викривлень.
- Проковка (простукування) шва: Легке простукування охололого шва молотком викликає наклеп (зміцнення) і пластичну деформацію, яка частково знімає розтягуючі напруження.
Термічна і термомеханічна правка
Це вищий пілотаж, що вимагає досвіду. Суть методу – створити локальні усадкові сили, які працюватимуть у потрібному напрямку і виправлятимуть конструкцію.
- Принцип: На випуклій стороні деформованої деталі газовим пальником нагрівається невелика пляма або смуга до вишнево-червоного кольору (600-650°C для сталі). Нагрітий метал намагається розширитися, але навколишній холодний метал заважає цьому, викликаючи пластичну усадку нагрітого ділянки. При охолодженні цей ділянка стискається сильніше, ніж розширювався, і стягує за собою всю кривизну.
- Важливо: Метод вимагає точного контролю температури і розуміння механіки процесу. Перегрів може зіпсувати структуру металу.
Деформація металу при зварювальних роботах?: від боротьби з наслідками до управління процесом

Зварювальна деформація – це не вирок, а комплексне інженерне явище. Успішна боротьба з нею починається не після того, як деталь «повело», а задовго до першого чиркання електродом – на етапі проєктування, вибору матеріалу і планування технологічного процесу. Розуміння фізики нагріву і охолодження, правильний вибір режимів зварювання і послідовності операцій перетворюють зварювальника з простого виконавця в справжнього технолога, який керує металом.
Фундаментом для передбачуваного результату завжди є якісні і сертифіковані матеріали. Коли ви використовуєте профільну трубу, лист або кутик зі сталі Ст3сп/пс, виготовлені за ДСТУ, ви можете бути впевнені в їх хімічному складі і механічних властивостях. Це означає, що метал поводитиметься під дугою саме так, як від нього очікують, і технологічні прийоми боротьби з деформаціями дадуть передбачуваний ефект.
Для реалізації ваших найсміливіших проєктів, де точність і надійність стоять на першому місці, звертайтеся до перевірених постачальників. Металобаза «Стіллар» пропонує широкий асортимент сертифікованого металопрокату, який стане надійною основою для ваших конструкцій. Отримайте професійну консультацію, підберіть матеріали з гарантованими характеристиками і будуйте так, щоб не довелося виправляти.