
Каждый, кто хоть раз держал в руках сварочный аппарат, сталкивался с этой, казалось бы, мистической проблемой: идеально ровные, точно подогнанные детали после сварки превращаются в изогнутую, деформированную конструкцию, не соответствующую чертежу. Сварочные деформации – это не магия, не случайность и не всегда признак неопытности сварщика. Это фундаментальный физический процесс, который можно и нужно понимать, прогнозировать и, что самое главное, контролировать.
Попытка «исправить на глаз» уже поведенную конструкцию часто приводит к еще большим проблемам, потере времени и денег. Настоящий профессионализм заключается не в умении выгнуть металл обратно, а в применении комплекса мер, которые не дадут ему деформироваться изначально.
Физика деформации: почему металл «ведет»?
В основе всех сварочных деформаций лежит один простой закон физики: термическое расширение и сжатие. При нагреве металл расширяется, при охлаждении – сжимается. Сварка – это процесс экстремально быстрого и крайне неравномерного локального нагрева (до тысяч градусов в сварочной ванне) с последующим относительно быстрым остыванием. Именно эта неравномерность и запускает разрушительный механизм.
Давайте рассмотрим процесс пошагово, как в замедленной съемке:
- Фаза нагрева и пластического сжатия: Сварочная дуга (с температурой 6000-8000°C) мгновенно создает сварочную ванну, где температура стали превышает 1500°C. Тепло стремительно распространяется вглубь, формируя зону термического влияния (ЗТВ) – область, где металл не плавился, но нагрелся до температур, вызывающих структурные изменения (от 600 до 1400°C).
- Термическое расширение: Нагретая до высоких температур зона (шов + ЗТВ) пытается резко увеличиться в объеме. Однако она со всех сторон окружена массивом холодного, прочного металла, который этому расширению препятствует.
- Возникновение напряжений сжатия: Холодный металл работает как тиски. В нагретой зоне, где предел текучести стали из-за высокой температуры падает в 5-10 раз, возникают колоссальные напряжения сжатия.
- Ключевой момент – пластическая деформация: Поскольку горячий металл очень пластичен, он не может просто сжиматься упруго. Он течет, как пластилин, и подвергается пластической деформации сжатия. Проще говоря, его «сминают», и он становится толще, укорачиваясь в длину и ширину. Этот момент необратим.
- Фаза охлаждения и усадки: Как только источник тепла (дуга) смещается, начинается процесс остывания. И здесь ситуация меняется на противоположную.
- Термическое сжатие (усадка): Остывающий металл шва и ЗТВ пытается сжаться и вернуться к своим первоначальным размерам. Однако из-за того, что на предыдущем этапе он был пластически «смият», теперь он пытается сжаться до объема, который меньше, чем был до сварки.
- Возникновение напряжений растяжения: Теперь уже остывший и набравший прочность основной металл мешает этой усадке. В результате в остывающем шве и прилегающей к нему зоне возникают колоссальные напряжения растяжения. Остывающий шов работает как туго натянутая струна, которая пытается стянуть всю конструкцию.
- Результат – остаточные напряжения и видимая деформация: Когда конструкция полностью остывает до температуры окружающей среды, эти внутренние растягивающие напряжения никуда не исчезают. Они «замораживаются» в металле и называются остаточными сварочными напряжениями. Их величина может достигать предела текучести материала (250-350 МПа для Ст3).
- Как возникает изгиб? Если эти внутренние силы превышают сопротивление самой конструкции изгибу, она деформируется. Металл изгибается до тех пор, пока не займет новое, равновесное положение, в котором внутренние напряжения будут уравновешены.
- Пример с тавровым соединением: Когда вы привариваете ребро жесткости к листу односторонним швом, расплавленный металл находится сверху. При остывании он сжимается и тянет за собой края листа вверх, вызывая характерную угловую деформацию. Лист изгибается, потому что сила усадки шва создает изгибающий момент, которому тонкий лист не может сопротивляться.
Основные виды сварочных деформаций:
- Угловая деформация:
- Описание: Это изменение угла между свариваемыми деталями. Наиболее ярко проявляется при сварке тавровых (Т-образных) и угловых соединений. Если вы приваривали полку к стенке под углом 90°, то после остывания угол может стать 88° или 87°.
- Причина: Неравномерная усадка сварного шва по его сечению. Корень шва остывает последним и усаживается сильнее всего, в то время как верхние слои уже остыли. Эта разница в усадке создает изгибающий момент, который «стягивает» полку к стенке. Величина деформации прямо пропорциональна катету шва и обратно пропорциональна толщине свариваемых элементов.
- Пример: Приварка ребра жесткости к стальному листу толщиной 10 мм. После выполнения одностороннего шва с катетом 8 мм, свободные края листа могут подняться на несколько миллиметров, образуя «корыто».
- Поперечная усадка:
- Описание: Уменьшение размеров детали в направлении, перпендикулярном оси сварного шва. При сварке двух листов встык их общая ширина после остывания станет меньше, чем была до сварки.
- Причина: Прямое следствие поперечного сжатия остывающего металла шва.
- Техническое значение: Величина усадки обычно составляет 0.5-2.0 мм и критически важна при сборке точных конструкций, например, рам или корпусов, где даже миллиметровое отклонение может сделать невозможным монтаж сопрягаемых деталей.
- Продольная усадка (укорочение):
- Описание: Уменьшение длины детали вдоль оси сварного шва. Длинная балка после наложения продольного шва становится короче.
- Причина: Продольные растягивающие напряжения в шве и прилегающей зоне «стягивают» всю деталь.
- Пример: Приварка накладки длиной 2 метра к швеллеру может привести к его укорочению на 1-3 мм. На первый взгляд, это немного, но при сборке длинных ферм или мостовых конструкций эти укорочения суммируются и могут привести к серьезным несоответствиям проекту.
- Продольный и поперечный изгиб:
- Описание: Общее искривление детали или всей конструкции. Если деформация происходит в плоскости наименьшей жесткости, ее называют изгибом.
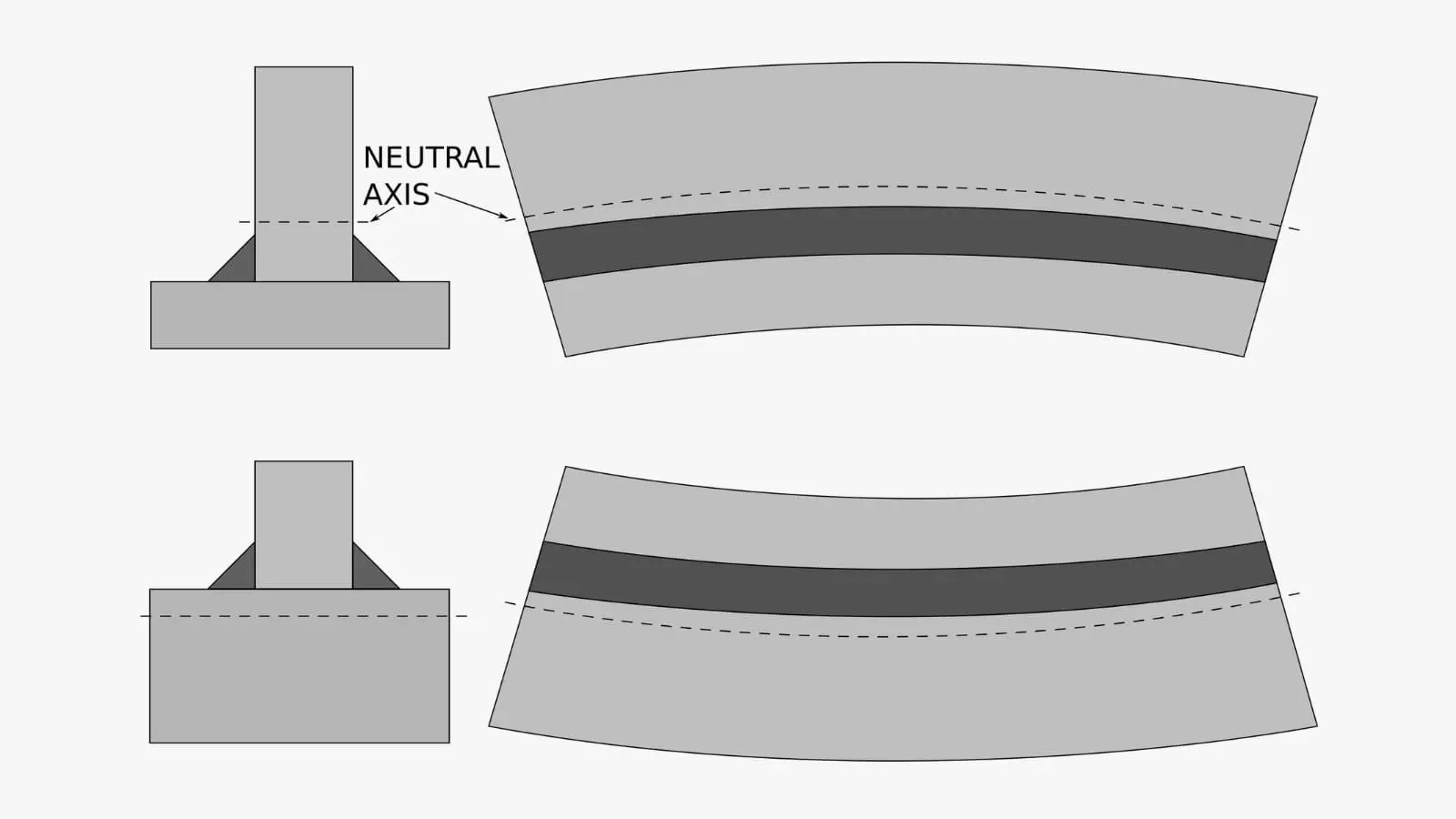
- Причина: Возникает, когда ось сварного шва не совпадает с центром тяжести сечения детали. Усадочные силы создают изгибающий момент.
- Классический пример – «грибовидность» тавровой балки: При приварке полки к стенке (например, при изготовлении тавра), шов располагается асимметрично. Силы усадки стягивают полку, вызывая прогиб всей балки. Этот эффект получил название «грибовидность» из-за характерной формы сечения.
- Потеря устойчивости («хлопун»):
- Описание: Локальное выпучивание, образование «волн» или «пузырей» на тонком листовом металле.
- Причина: Этот дефект характерен для листов толщиной до 3-4 мм. В процессе сварки зона, прилегающая к шву, испытывает сжимающие напряжения от расширения металла шва. Если жесткость тонкого листа недостаточна, чтобы им противостоять, он теряет свою плоскую форму и выпучивается.
- Пример: Приварка рамы из уголка к листу металла толщиной 1.5 мм для изготовления двери. После сварки центр листа может «выскочить» наружу, образуя выпуклость.
- Винтообразная деформация (скручивание):
- Описание: Сложное пространственное искажение, при котором сечения детали поворачиваются относительно друг друга.
- Причина: Возникает в конструкциях сложной формы (например, коробчатые балки, рамы) при несимметричном расположении швов или неправильной последовательности их наложения, что создает крутящий момент.
Ключевые факторы, влияющие на величину деформации

Управлять процессом можно, только понимая, какие факторы на него влияют.
Погонная энергия (тепловложение)
Это главный дирижер всего процесса. Погонная энергия – это количество теплоты, которое вводится в металл на единицу длины шва.
Чем выше погонная энергия, тем сильнее нагрев, тем больше расширение и последующее сжатие, и тем значительнее итоговая деформация.
Техническая сторона вопроса: Погонная энергия (Q, кДж/см) рассчитывается по формуле: Q = (I × U × 60) / (V × 1000) где:
- I – сила сварочного тока, А (Ампер)
- U – напряжение дуги, В (Вольт)
- V – скорость сварки, см/мин
Эта формула наглядно показывает, что деформация – это не абстрактное понятие, а результат вполне конкретных, измеримых параметров вашего сварочного процесса. Управляя ими, вы управляете конечным результатом.
Как на это влиять на практике?
- Сварочный ток (I): Это «мощность» вашей дуги. Увеличение тока ведет к более глубокому проплавлению и росту тепловложения.
- Практический совет: Не стоит думать, что для уменьшения деформаций нужно варить на минимально возможном токе. Это заблуждение! Слишком низкий ток заставит вас двигать электрод очень медленно, чтобы проплавить металл. В итоге общее количество тепла, введенное в деталь, будет огромным, а зона термического влияния (ЗТВ) – широкой. Задача – найти оптимальный ток, который обеспечивает стабильное горение дуги и хороший провар на максимально возможной скорости.
- Пример: При сварке профильной трубы со стенкой 2 мм электродом 3 мм, попытка варить на токе 70А приведет к медленной работе, «размазыванию» шлака и сильному нагреву всей заготовки. Оптимальным будет ток 90-110А, который позволит вести сварку быстро и сфокусированно.
- Напряжение дуги (U): В ручной дуговой сварке (MMA) напряжение напрямую связано с длиной дуги.
- Технический нюанс: Короткая дуга (2-3 мм) дает более низкое напряжение, концентрированный нагрев, глубокий провар и узкий шов. Длинная дуга (5-6 мм) дает высокое напряжение, рассеянный нагрев, широкий, но неглубокий шов и сильное разбрызгивание.
- Вывод для практика:Всегда стремитесь вести сварку максимально короткой дугой. Это не только снижает тепловложение и деформации, но и улучшает качество шва, защищая сварочную ванну от атмосферного воздуха.
- Скорость сварки (V): Это самый эффективный и важный рычаг управления!
- Инженерное обоснование: Представьте тепло от дуги как поток воды из шланга. Если вы быстро проведете струей по сухой земле, намокнет только тонкая линия на поверхности. Если же вы будете двигать шланг медленно, вода успеет пропитаться вглубь и вширь. Точно так же и со сваркой: быстрый проход дуги концентрирует тепло в минимальном объеме, зона термического влияния (ЗТВ) остается узкой, и основной массив металла не успевает сильно прогреться. Медленная сварка, наоборот, «накачивает» тепло во всю деталь.
- Золотое правило: Ваша цель – вести сварку на максимально возможной скорости, при которой вы стабильно получаете шов нужного размера и с полным проваром. Не скорость подгоняется под ток, а ток подбирается такой, чтобы обеспечить нужную скорость.
Сравнительный пример: Сварка стыкового шва на листе 4 мм.
- Неправильный подход: Электрод 3 мм, ток 80А, скорость 10 см/мин. Результат: широкая ЗТВ, сильная угловая деформация, возможно коробление листа.
- Правильный подход: Электрод 3 мм, ток 120А, скорость 20 см/мин. Результат: узкая ЗТВ, минимальная деформация, процесс вдвое быстрее.
Тип и толщина металла
- Коэффициент линейного теплового расширения (α): Разные металлы по-разному реагируют на нагрев.
- Углеродистая сталь (Ст3): α ≈ 12 x 10⁻⁶ /°C
- Нержавеющая сталь (AISI 304): α ≈ 17 x 10⁻⁶ /°C (деформируется почти в 1.5 раза сильнее!)
- Алюминий (АМг5): α ≈ 23 x 10⁻⁶ /°C (деформируется почти в 2 раза сильнее стали!)
- Теплопроводность: Металлы с высокой теплопроводностью (алюминий, медь) быстро отводят тепло из зоны сварки. Это требует применения более мощных источников тока для обеспечения провара, что в итоге приводит к прогреву большего объема металла и сильным деформациям.
- Толщина металла:
- Тонкий лист (до 3-4 мм): Наиболее склонен к видимым деформациям – короблению, «хлопунам», угловым уводам.
- Толстый лист (более 10-12 мм): Видимые деформации могут быть меньше, но внутри металла накапливаются огромные остаточные напряжения, которые могут привести к образованию трещин.
Конструкция сварного узла и подготовка кромок
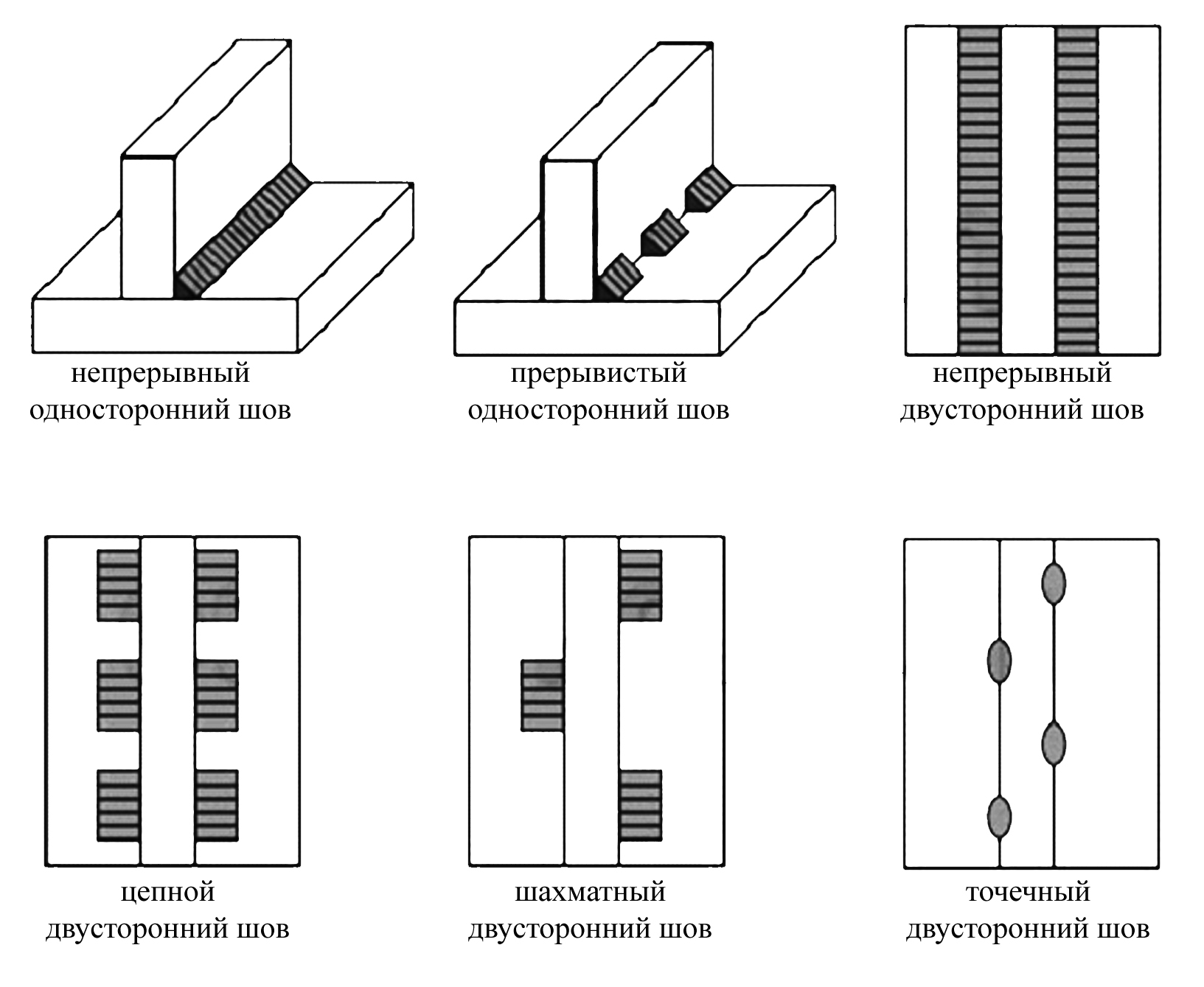
- Симметрия: Симметричные швы (например, двусторонний тавровый или Х-образный стыковой) деформируются значительно меньше, так как усадочные силы уравновешивают друг друга.
- Объем наплавленного металла: Чем шире разделка кромок и чем больше катет шва, тем больше металла нужно наплавить, а значит, больше тепла внести в конструкцию.
- Вывод: Всегда стремитесь к минимизации объема сварных швов, не нарушая требований к прочности.
Технологические приемы управления деформацией

Это арсенал методов, которые позволяют «обмануть» физику и заставить металл принять нужную форму.
Методы, применяемые ДО сварки (превентивные)
- Жесткое закрепление: Самый надежный, но и самый трудоемкий метод. Детали собираются и жестко фиксируются в специальном кондукторе, на сварочном столе или с помощью мощных струбцин. Фиксация не дает деталям изгибаться в процессе сварки.
- Важно: Напряжения все равно накапливаются. После снятия с кондуктора возможна небольшая «релаксация» (обратная деформация).
- Прихватки: Короткие, но прочные сварные швы, расставленные в ключевых точках, которые удерживают геометрию до выполнения основного шва.
- Предварительный обратный изгиб: Метод для опытных сварщиков. Детали перед сваркой изгибаются в сторону, противоположную ожидаемой деформации. После сварки усадочные силы выпрямляют конструкцию в проектное положение.
- Предварительный подогрев: Применяется для толстых, легированных или высокоуглеродистых сталей. Уменьшая разницу температур между зоной шва и основным металлом, подогрев снижает скорость охлаждения, что уменьшает структурные напряжения и итоговые деформации.
Методы, применяемые ВО ВРЕМЯ сварки
Эти методы требуют от сварщика не только твердой руки, но и стратегического мышления. Правильные действия в процессе сварки могут снизить деформации на 50-70%.
Управление последовательностью наложения швов: Игра в «перетягивание каната»
Представьте, что каждый остывающий шов – это канат, который тянет конструкцию. Ваша задача – расположить эти «канаты» и натягивать их в такой последовательности, чтобы их силы уравновешивали друг друга.
- Обратно-ступенчатый способ:
- Суть: Весь шов разбивается на короткие участки (ступени) по 150-300 мм. Сварка каждого участка ведется в направлении, обратном общему направлению сварки всего шва. То есть, вы двигаетесь слева направо, но каждый отдельный участок свариваете справа налево.
- Инженерное обоснование: Нагрев и деформация от каждого последующего участка частично компенсируют усадку и напряжения от предыдущего. Тепло от начала новой ступени как бы «отпускает» металл в конце предыдущей, не давая напряжениям накапливаться и суммироваться по всей длине.
- Где применять: Это золотой стандарт для сварки длинных стыковых и угловых швов (например, при сварке балок, рам, длинных участков трубопроводов).
- Симметричная сварка (от центра к краям):
- Суть: Сварка начинается от середины шва и ведется одновременно в обе стороны к краям (требует двух сварщиков) или поочередно короткими участками то в одну, то в другую сторону.
- Инженерное обоснование: Детали имеют возможность свободно деформироваться на краях, что предотвращает накопление критических напряжений в центре. Усадочные силы направлены в разные стороны и частично компенсируют друг друга.
- Где применять: При сварке симметричных конструкций, замыкании жестких контуров. Например, при обварке фланца на трубе или приварке накладки в центре длинной балки.
- Сварка «вразброс» (или блоками):
- Суть: На большой конструкции с множеством швов (например, ферма, решетчатая конструкция) швы накладываются не подряд, а в разных, максимально удаленных друг от друга местах, с постоянной сменой зон сварки.
- Инженерное обоснование: Этот метод не дает теплу концентрироваться в одной зоне. Пока вы свариваете один узел, другой, сваренный ранее, успевает остыть и перераспределить напряжения. Это создает более равномерное температурное поле по всей конструкции и предотвращает ее общий изгиб.
- Пример: При сборке фермы сначала свариваются центральные раскосы, затем крайние, потом промежуточные, постоянно чередуя левую и правую стороны.
- Сварка от жесткой части к свободной:
- Суть: Сварку всегда следует начинать от наиболее жесткой, уже закрепленной части конструкции и двигаться к свободным, незакрепленным краям.
- Инженерное обоснование: Это дает металлу возможность свободно «дышать» и деформироваться на свободных концах, не накапливая критических напряжений внутри жесткого контура. Попытка сваривать «в замок» (от краев к центру) гарантированно приведет к максимальным деформациям.
Минимизация объема наплавленного металла
Запомните аксиому: чем меньше объем сварного шва, тем меньше тепловложение и тем меньше итоговая деформация.
- Отказ от избыточного катета шва: Не нужно делать катет шва больше, чем требуется по конструкторскому расчету или нормам. Увеличение катета с 6 мм до 8 мм не удваивает прочность, но увеличивает площадь сечения шва (и объем наплавленного металла) почти в 1.8 раза! А это – в 1.8 раза больше тепла и деформаций.
- Правильная подготовка кромок: Для стыковых швов на металле толще 4-5 мм всегда используйте V-образную или X-образную разделку кромок. Это позволяет полностью проварить соединение, используя несколько тонких слоев вместо одного толстого, что кардинально снижает объем наплавки.
- Использование сварки с глубоким проплавлением: Методы сварки, обеспечивающие глубокий провар (например, полуавтоматическая сварка в среде CO₂), позволяют делать швы с меньшим катетом при той же несущей способности, что и швы большего размера при ручной дуговой сварке.
Многопроходная сварка («тонкие слои вместо толстого»)
Для сварки металла толщиной более 6-8 мм никогда не пытайтесь заварить шов за один проход.
- Суть: Соединение выполняется несколькими (от 3 до десятков) тонкими валиками.
- Инженерное обоснование:
- Низкое тепловложение: Каждый отдельный проход выполняется на меньшем токе и с большей скоростью, что вносит в металл меньше тепла.
- Термический отпуск: Тепло от каждого последующего валика действует как локальный термический отпуск для предыдущего, снимая часть внутренних напряжений.
- Компенсация деформаций: Накладывая валики в определенной последовательности (например, поочередно с разных сторон при X-образной разделке), можно компенсировать угловые деформации от каждого слоя.
Методы ИСПРАВЛЕНИЯ деформаций (корректирующие)

Если деформация все же произошла, существуют методы ее исправления.
Механическая правка
- Холодная правка: На прессах, вальцах. Применяется для пластичных металлов и не слишком сильных искривлений.
- Проковка (простукивание) шва: Легкое простукивание остывшего шва молотком вызывает наклеп (упрочнение) и пластическую деформацию, которая частично снимает растягивающие напряжения.
Термическая и термомеханическая правка
Это высший пилотаж, требующий опыта. Суть метода – создать локальные усадочные силы, которые будут работать в нужном направлении и выпрямлять конструкцию.
- Принцип: На выпуклой стороне деформированной детали газовой горелкой нагревается небольшое пятно или полоса до вишнево-красного цвета (600-650°C для стали). Нагретый металл пытается расшириться, но окружающий холодный металл мешает этому, вызывая пластическую усадку нагретого участка. При остывании этот участок сжимается сильнее, чем он расширялся, и стягивает за собой всю кривизну.
- Важно: Метод требует точного контроля температуры и понимания механики процесса. Перегрев может испортить структуру металла.
Деформация металла при сварочных работах?: от борьбы с последствиями к управлению процессом

Сварочная деформация – это не приговор, а комплексное инженерное явление. Успешная борьба с ней начинается не после того, как деталь «повело», а задолго до первого чирканья электродом – на этапе проектирования, выбора материала и планирования технологического процесса. Понимание физики нагрева и остывания, правильный выбор режимов сварки и последовательности операций превращают сварщика из простого исполнителя в настоящего технолога, управляющего металлом.
Фундаментом для предсказуемого результата всегда служат качественные и сертифицированные материалы. Когда вы используете профильную трубу, лист или уголок из стали Ст3сп/пс, изготовленные по ДСТУ, вы можете быть уверены в их химическом составе и механических свойствах. Это означает, что металл будет вести себя под дугой именно так, как от него ожидают, и технологические приемы по борьбе с деформациями дадут прогнозируемый эффект.
Для реализации ваших самых смелых проектов, где точность и надежность стоят на первом месте, обращайтесь к проверенным поставщикам. Металлобаза «Стиллар» предлагает широкий ассортимент сертифицированного металлопроката, который станет надежной основой для ваших конструкций. Получите профессиональную консультацию, подберите материалы с гарантированными характеристиками и стройте так, чтобы не пришлось исправлять.